Kompleksowe wyposażenie sprawdzające
Kompleksowe wyposażenie sprawdzające

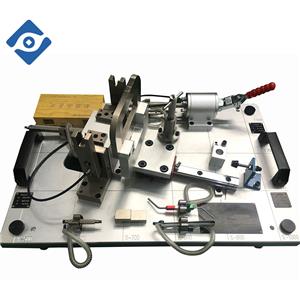
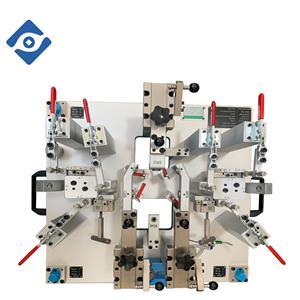
1. Płyta podstawy: ładowanie wszelkiego rodzaju części wymaganych do sprawdzenia, aby przesunąć całość.
2. Tuleja punktu odniesienia: Trzy tuleje punktu odniesienia służą jako punkt odniesienia podczas kontroli po przetworzeniu urządzenia kontrolnego.
3. Podpora: Na podporze instalowany jest zacisk (nie pokazany), który zaciska część i mocno ją ustawia.
4. Punkt odniesienia/blok ustalający: Dokładnie zlokalizuj sprawdzone części.
5. Część: Część do przetestowania.
6. Kolumna wsporcza: Załadunek i umiejscowienie sworznia i tulei.
7. Sworzeń śruby: Błąd położenia części cylindrycznej powierzchni zewnętrznej można wykryć poprzez popychanie i ciągnięcie sworznia śruby.
8. Tuleja śruby: Dokładnie zlokalizować sworzeń śruby.
9. Blok pomiarowy: Ruchomy kołek (nr 11) napędza blok pomiarowy w celu sprawdzenia.
10. Gniazdo pomiarowe: Załadunek i umiejscowienie bloku pomiarowego i ruchomego kołka.
11. Ruchomy sworzeń: błąd profilu dolnej powierzchni płyty dociskowej części można wykryć, operując ruchomym sworzniem
Płyta podstawy i wspornik urządzenia kontrolnego wykonane są ze stopu aluminium, a sworzeń śrubowy wykonany jest ze stali hartowanej i odpuszczanej, o gładkiej i czystej powierzchni. Nasmaruj śrubę, aby ją nasmarować.
Zastosuj metodę sprawdzania osprzętu
Umieścić przyrząd kontrolny płasko na stole warsztatowym, ustawić ponownie sworzeń sworznia 7 i sworzeń ruchomy 11 uchwytu kontrolnego, a następnie otworzyć zacisk na wsporniku 3.
Weź część, zaciśnij przedni blok kołnierza części w bloku odniesienia 4 i dociśnij go za pomocą zacisku na wsporniku 3.
Obrócić sworzeń śruby 7 tak, aby kołek prowadzący na śrubie 7 wskoczył w rowek prowadzący i opadł. Jeżeli śrubę można pomyślnie włożyć w badany łącznik, potwierdza się, że pozycja łącznika jest kwalifikowana.
Przesuń ruchomy trzpień 11 w lewo, a ruchomy trzpień będzie można przesunąć w dół. Jednocześnie wizualnie obserwuj zależność położenia pomiędzy klockiem pomiarowym 9 a płytką dociskową części w kierunku płaszczyzny bloku pomiarowego 9. Jeżeli wszystkie położenia dna płytki dociskowej są niewidoczne, udowadnia się, że tolerancja profilu dno płyty dociskowej jest kwalifikowane.
Jeżeli wszystkie powyższe operacje zostaną pomyślnie zakończone, montaż rur jest kwalifikowany i sprawdzanie zakończone.
Zastosowanie sprawdzania osprzętu
Analiza systemu pomiarowego (MSA) pokazuje, że urządzenie kontrolne spełnia wymagania kontrolne zespołu rurowego, a jeden przedmiot obrabiany może być sprawdzany podczas pracy co 10 sekund. Stosuje się go w całym procesie kontroli montażu rurowego, a praktyka pokazuje, że przyrząd kontrolny jest prosty i niezawodny w działaniu oraz całkowicie spełnia wymagania użytkowe. Po przetestowaniu lub użyciu każdych 50 000 sztuk przez pół roku wymagane jest ponowne kompleksowe sprawdzenie wymiarów.